木刀模模具公差
|
0mm – 250mm
|
±0.2
|
250mm – 400mm
|
±0.3
|
400mm – 500mm
|
±0.4
|
500mm – 780mm
|
±0.5
|
780mm – 870mm
|
±0.6
|
870mm – 1500mm
|
±1.2
|
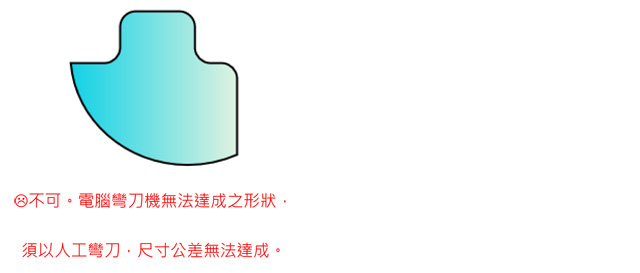
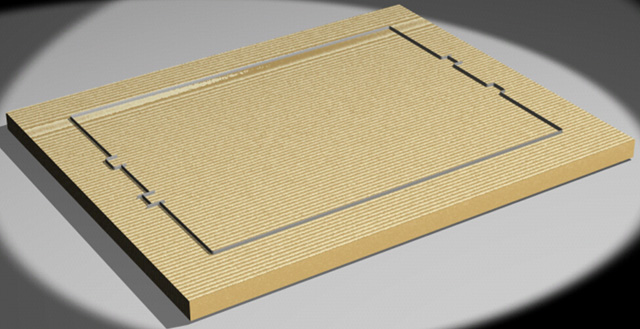
概论:激光刀模系以刀片依设计弯曲成所需要的形状,然后将弯好的刀片崁入基板中。 相同的形状在弯角处做不同的导角搭配,刀片就必须以不同的方式接刀,以达到设计需要。
以下有四个范例:

全部直角,以5支刀片相接组成
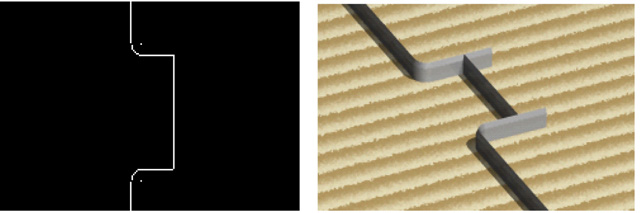
两个直角,以3支刀片相接组成

两个直角,以3支刀片相接组成
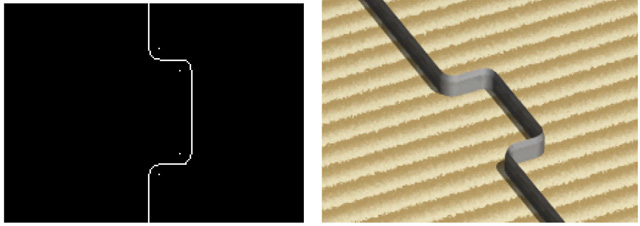
全部导角,整支刀片一体成型
角落的直角的数量越少,刀片相接处也就越少,结构较为坚固,冲出之成品尺寸也会比较 稳定,但刀片之弯曲有一定的极限,在有些状况反而会使得刀模变成难以製作,或失去其 尺寸的精准度,需要依照以下之建议设计。
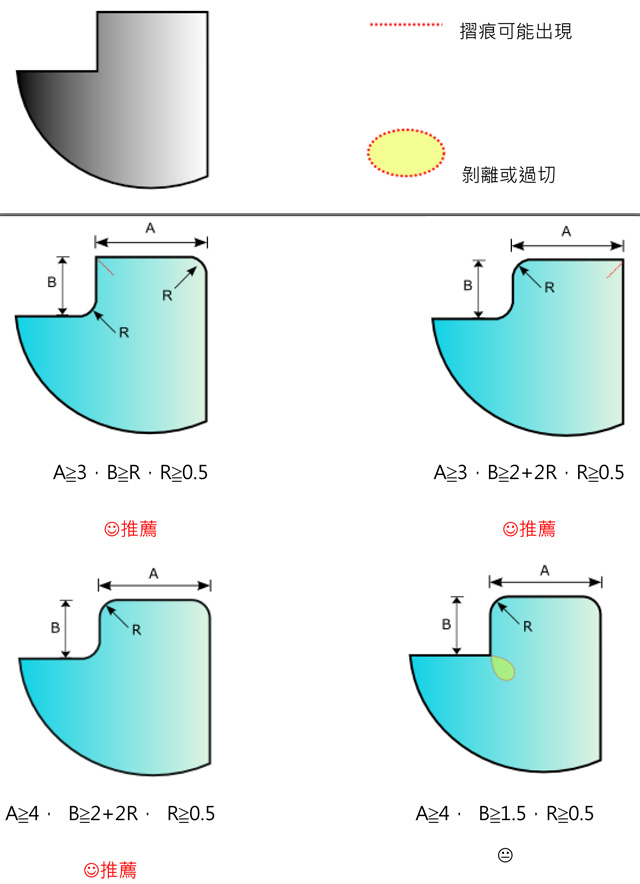
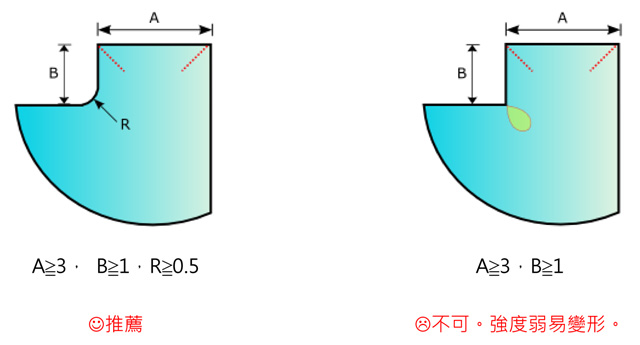
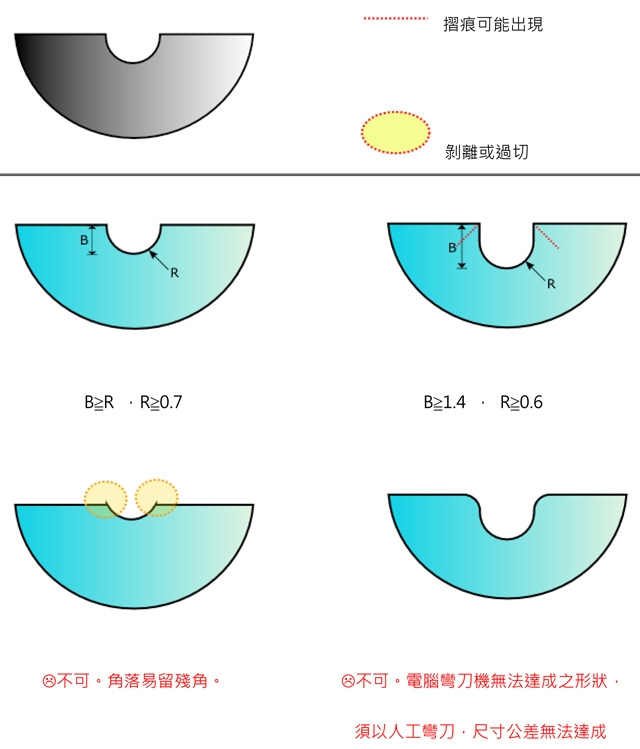
虽然刀具可依设计图设计完成,但是材料有其裁切特性,尤其在角落处亦有摺痕或剥离的 情况产生,亦可在设计时一并与以考虑,将材料与裁切造成的不良因素降至最低。
以下的范例尺寸单位皆为 毫米 mm 。
一、主要区域角落设计
 _______________________________
_______________________________
刀模极限R≧0.5mm。
主要区域的四个角落应尽量导R角,维持结构的强度,以获得稳定的成品尺寸。

C≧1mm,小于1mm时因刀具折曲的特性,会与R=1.7外型接近,而失去C角的辨识功能。
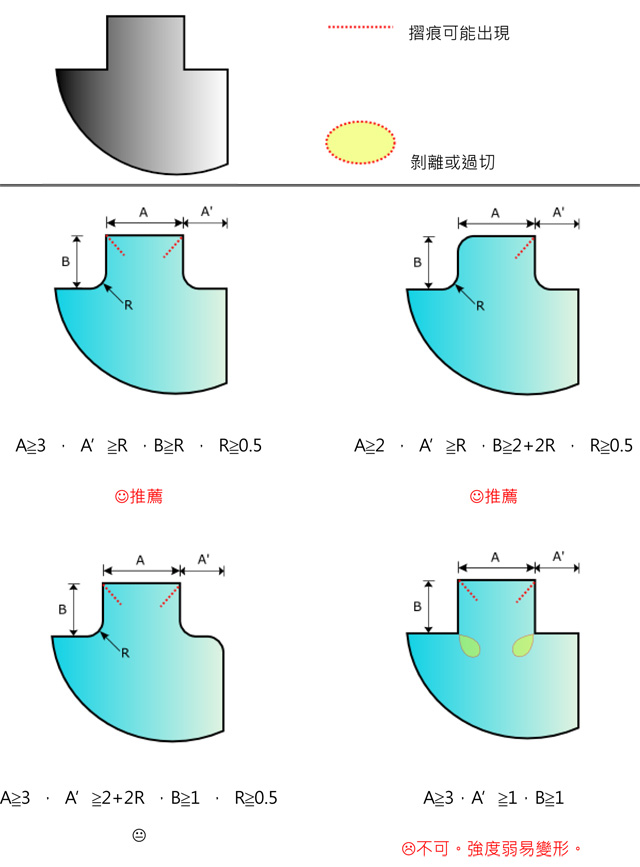
二、挂耳设计